


Optimizing Lubrication Management with Advanced Predictive Maintenance.
Previously, traditional predictive maintenance tools failed to detect early bushing damage in a primary crusher, resulting in a catastrophic $1,000,000 failure. To enhance their lubrication management, the customer integrated Atten[2]’s OilWear S sensors after a thorough assessment of predictive maintenance technologies.
Before this, lubrication cycles took over a week, requiring sampling, lab analysis, and decision-making. With the new sensors, real-time monitoring now streamlines maintenance, reduces downtime, and improves equipment health.

CHALLENGES:
Short time interval from start of damage to catastrophic machine failure
Damage difficult to detect with conventional monitoring technology
Possible mistakes during oil sampling
Long response time of the lab
SOLUTION:
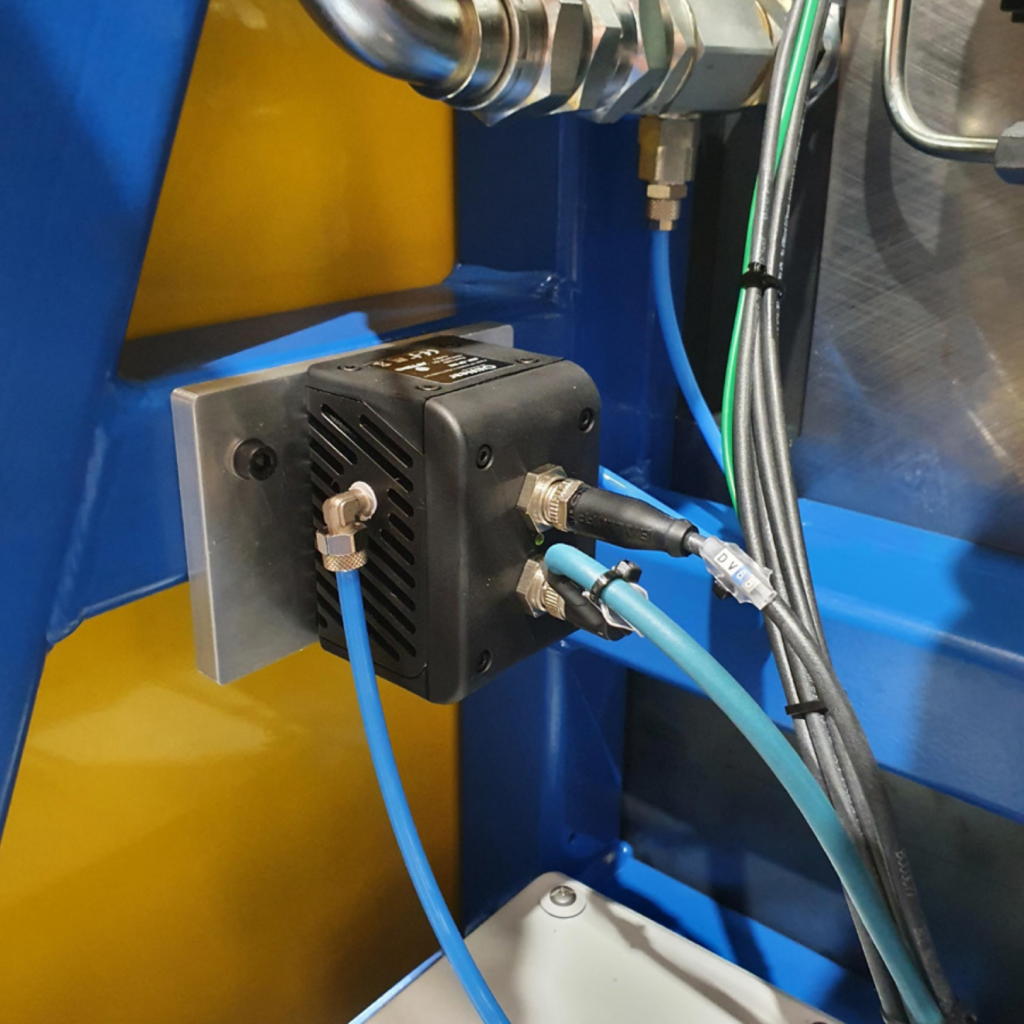
Given this customer’s needs, Atten[2] recommended the installation of OilWear S sensors. The ISO code display and real-time particle shape classification enabled quick decision-making:
- The lubrication management cycle went from one week to one or two days, reducing risks in sampling, reducing lab and labour costs, and thus increasing machine lifetime.
- The sensors also optimized asset management and prevented a catastrophic failure that would have shut down the mine production.
SEQUENCE OF FAULT DETECTION

May 20th, 2021
“Baseline” of primary crusher operation was set to an ISO code 22/20/19, as seen in the box, the average data before the failure began.

May 22nd, 2021
At the precise moment when the values showed a notable deviation, increasing beyond the normal ISO code (24/23/21), an increase in sliding wear was detected.
Armed with this information and mindful of the previous catastrophic bushing failure, the operator conducted on-site inspections, leading to the discovery of a fault in one of the bushing.
* Note: The increase in fatigue wear (natural wear) is not in itself an abnormality that requires attention!

May 23th, 2021
The graph shows a sustained upward trend in the ISO code (25/24/22). Similarly, the classification of particulate matter indicates a continuous increase in cutting and sliding particles.
To stabilize the crusher’s performance, several corrective actions were implemented, including partial lubricant changes, enhanced lubrication practices (such as lifting and balancing the bushing with additional oil supply), reducing the machine’s operating speed, and maintaining frequent filter replacements.

June 06th, 2021
Thanks to continuous monitoring, an issue with a bushing was detected, associated with the presence of cutting and sliding particles deviating from normal operating parameters. Without Atten[2]’s imaging technology and shape analysis, detecting this damage in time would have been impossible or very difficult. The ability to provide reliable measurement results even with high oil viscosity and strong bubble formation in lower ISO classes, compared to con-ventional particle counters, is another key advantage that enables early damage detection under harsh conditions as given here with this particular crusher.
Prompt actions were taken to rectify the situation, allowing production to proceed as planned. On June 6th, 2021, corrective measures were implemented during the scheduled plant shutdown, replacing the bushing. After the crusher’s startup process, it returned to its established ‘normal line’ of operation, indicated by the ISO code (22/20/19). During the monitoring period, a bell-shaped curve in fatigue particles was noted, a typical phenomenon linked to the machine’s startup phase.
CUSTOMER ́S BENEFITS
An unexpected failure in this type of machine significantly impacts the mine’s operation, leading to substantial production losses. Atten2 technology played a crucial role in early fault diagnosis, allowing timely decisions and actions to prevent a catastrophic breakdown. This proactive approach not only extended the machine’s lifespan until the next planned shutdown but also helped the mine avoid potential failure-related costs amounting to USD$1,000,000.


This same event occurred years ago at the primary crusher, resulting in the customer reporting losses and expenses of approximately one million dollars. This includes direct costs of production hours and expenses associated with the shutdown.